サーボモーター 分解能変更(1)
アルミの加工を始めてから、斜線や大きなカーブの折り返しで切削面に規則的な縦線が入ることが気になっていました。
アルミの場合は、特に目立って見えるので対策をします。
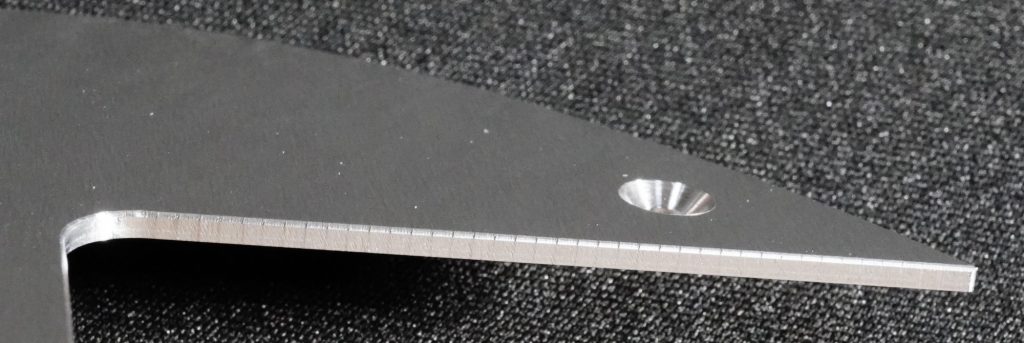
原因は、サーボモーターの動きでした。
薄々は、感じていましたが、速度を落とした時の音を聞いても、軸の端を触れた感触でもカクカク動いているのが、はっきりと分かります。
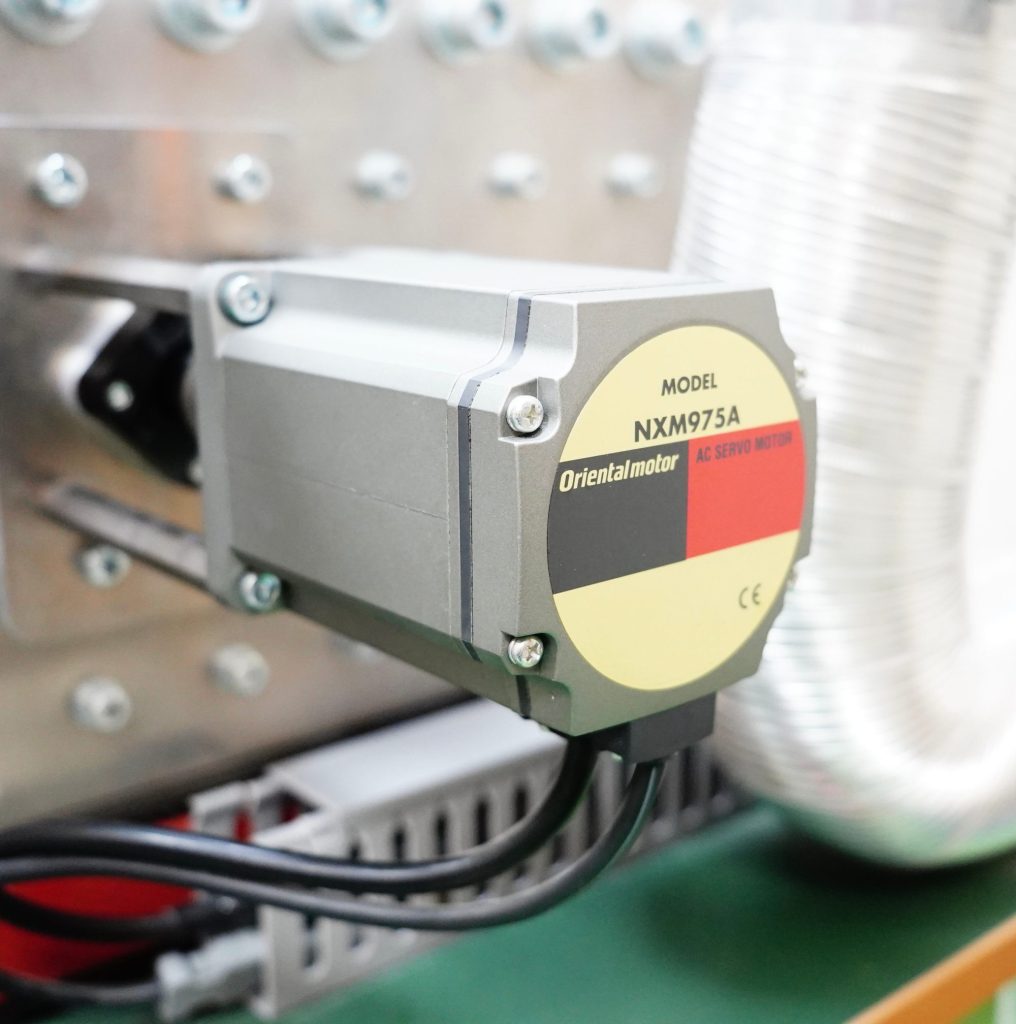
うちのサーボモーターの分解能は、1000パルス/回転。
写真の縦線の数は、40本、
水平方向の距離は、0.397mm、
ボールネジピッチは、10mmなので、1mm動くのに100パルス、
0.397mm動く時39.7パルスなので、縦線の数と一致しています。
では、分解能を変更します。
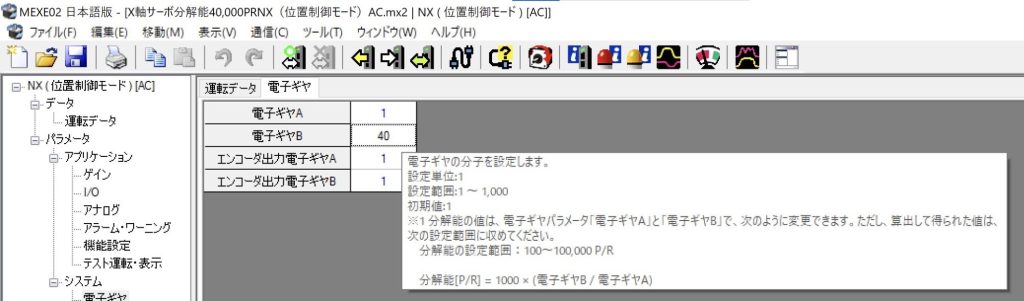
設定変更は、オリエンタルモーターの通信ケーブルを購入して、サポートソフトMEXE02で行います。
サーボアンプと接続して設定を読み込んで、バックアップ後に変更します。
分解能は、初期値の1,000になっていること確認して、Maxの100,000に変更します。
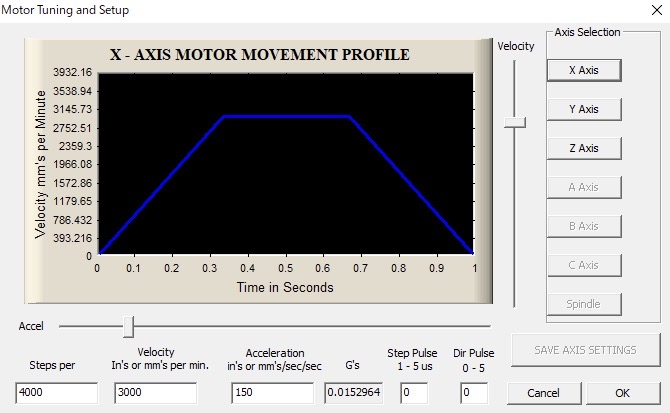
次にMach3のMotor Tuning and Setupの Steps per(=分解能÷ネジピッチの10mm)を変えますが、10,000を入れるとVelocityが勝手に下がってしまいます。
なぜそうなのかは分かりません。Mach3内部で上限が決められているのか、PCの性能からMach3が判断しているのか、他に何かをいじる必要があるのか、なんともです。
Max で動くのかを試したかったのですが、仕方ありません。
では、幾つならVelocity 3,000を維持できるのかというと、Steps per 5,000ではダメだったのでキリのいいところで、4,000にします。分解能にすると40,000になります。
なので戻ってサーボの分解能を40,000にします。
これで動きを観察してゆきます。
その後、アルミ加工を行いましたが、無事改善されました。(写真は、撮ってません)
単純には、今までの40倍の細かさで動くようになったということなのでしょう。ね。